
目录
快速导航-
激光增材制造专题 | 超高速激光熔覆新型涂层材料研究进展
激光增材制造专题 | 超高速激光熔覆新型涂层材料研究进展
-
激光增材制造专题 | SiC/AI复合材料激光增材制造研究进展
激光增材制造专题 | SiC/AI复合材料激光增材制造研究进展
-
激光增材制造专题 | 3D打印FeCoNiAITi高熵合金的高温力学性能研究
激光增材制造专题 | 3D打印FeCoNiAITi高熵合金的高温力学性能研究
-
激光增材制造专题 | 选区激光熔化lnconel738合金显微组织与拉伸性能调控
激光增材制造专题 | 选区激光熔化lnconel738合金显微组织与拉伸性能调控
-

激光增材制造专题 | 钛材表面激光熔覆层制备工艺研究
激光增材制造专题 | 钛材表面激光熔覆层制备工艺研究
-

激光增材制造专题 | 电化学抛光对激光粉末床熔融纯Mo降解行为的影响
激光增材制造专题 | 电化学抛光对激光粉末床熔融纯Mo降解行为的影响
-

激光增材制造专题 | 基于SLM工艺角盒类零件支撑结构的优化设计
激光增材制造专题 | 基于SLM工艺角盒类零件支撑结构的优化设计
-
焊接与切割 | SAI5183船用铝合金焊丝工艺焊接性及接头力学性能研究
焊接与切割 | SAI5183船用铝合金焊丝工艺焊接性及接头力学性能研究
-

焊接与切割 | 锌箔对不锈钢和镁合金焊接接头的质量影响
焊接与切割 | 锌箔对不锈钢和镁合金焊接接头的质量影响
-
焊接与切割 | 不同热输入下风电机组塔筒筒节焊缝应变自动分析
焊接与切割 | 不同热输入下风电机组塔筒筒节焊缝应变自动分析
-
焊接与切割 | 动车组车体结构多层多道焊接变形的 有限元模拟与验证
焊接与切割 | 动车组车体结构多层多道焊接变形的 有限元模拟与验证
-

焊接与切割 | 熔化极气体保护自动焊中气体组分对核级管道焊缝性能影响研究
焊接与切割 | 熔化极气体保护自动焊中气体组分对核级管道焊缝性能影响研究
-

焊接与切割 | 频振激励下焊接薄板薄弱点微小变形超声波信号检测
焊接与切割 | 频振激励下焊接薄板薄弱点微小变形超声波信号检测
-
焊接与切割 | 一种铝合金结构件焊接变形控制的工艺研究
焊接与切割 | 一种铝合金结构件焊接变形控制的工艺研究
-

热处理 | GH4706合金长时间时效下组织转变及拉伸和持久性能研究
热处理 | GH4706合金长时间时效下组织转变及拉伸和持久性能研究
-

热处理 | 活门零件渗碳后尺寸变形分析及工艺优化
热处理 | 活门零件渗碳后尺寸变形分析及工艺优化
-
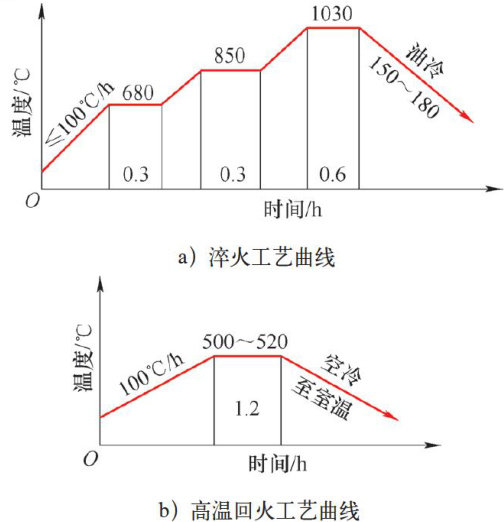
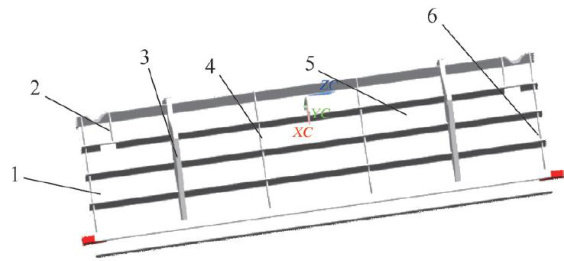
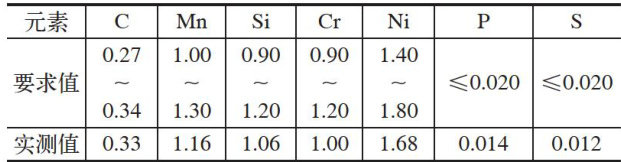
热处理 | 悬索桥滚轴支撑结构材料性能研究
热处理 | 悬索桥滚轴支撑结构材料性能研究
-
热处理 | 热力学计算在30CrMnSiNi2A钢热处理工艺设计中的应用
热处理 | 热力学计算在30CrMnSiNi2A钢热处理工艺设计中的应用
-

铸造与锻造 | TA15钛合金壳体挤压开裂产生机理及工艺优化
铸造与锻造 | TA15钛合金壳体挤压开裂产生机理及工艺优化
-
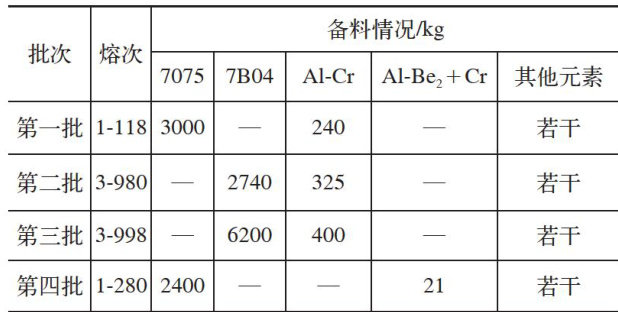
铸造与锻造 | 7075铝合金的铸造工艺与组织性能提升研究
铸造与锻造 | 7075铝合金的铸造工艺与组织性能提升研究
-

铸造与锻造 | 硅钼球墨铸铁排气接管铸件缩松及砂孔问题解决
铸造与锻造 | 硅钼球墨铸铁排气接管铸件缩松及砂孔问题解决















 登录
登录