
目录
快速导航-
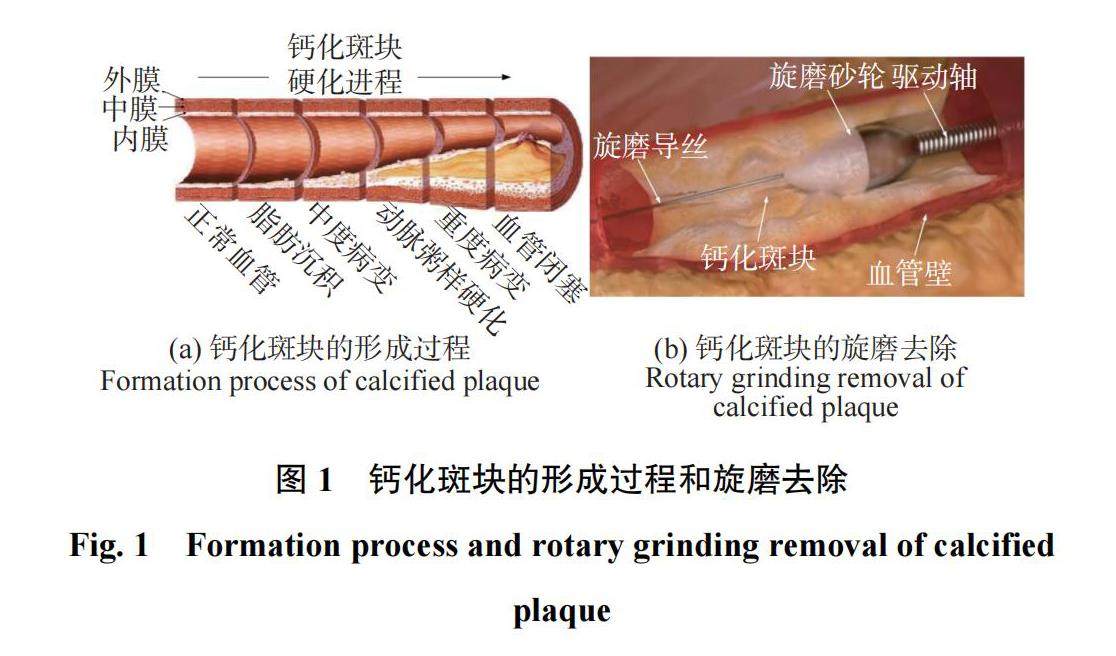
| 动脉血管钙化斑块旋磨研究综述
| 动脉血管钙化斑块旋磨研究综述
-

| 中国超硬材料行业2023年运行报告
| 中国超硬材料行业2023年运行报告
-
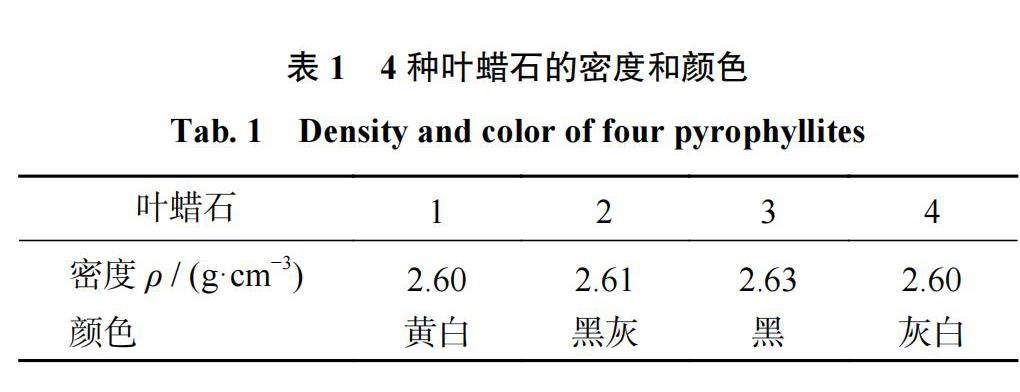
| 不同产地叶蜡石的传压特性
| 不同产地叶蜡石的传压特性
-

| Mo2C-TiN0.3复合材料的高温高压制备及性能
| Mo2C-TiN0.3复合材料的高温高压制备及性能
-
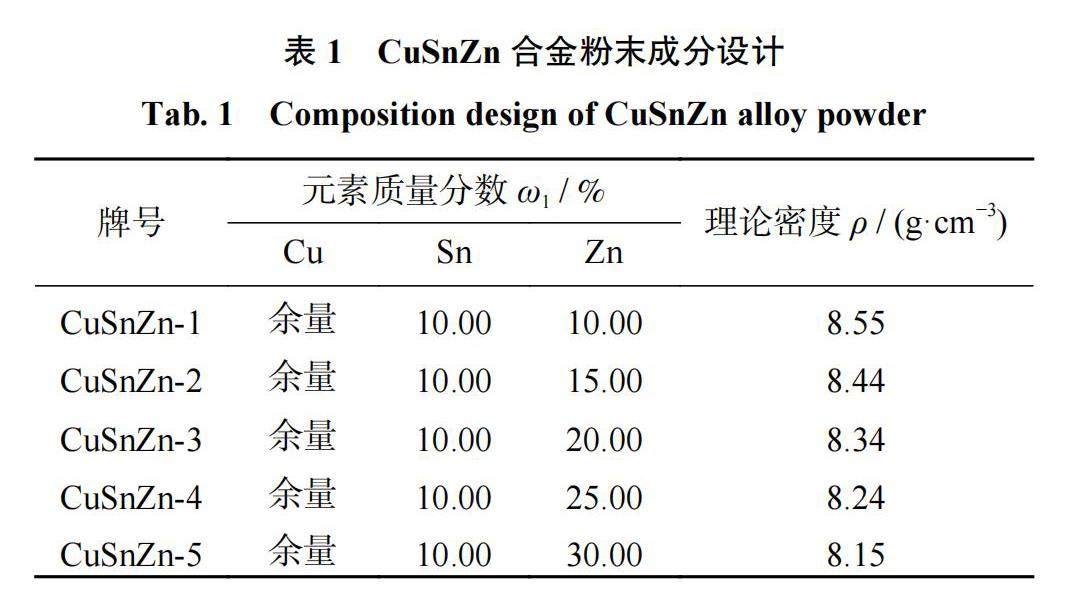
| 烧结工艺对CuSnZn合金粉末性能的影响
| 烧结工艺对CuSnZn合金粉末性能的影响
-
| 金刚石涂层游动芯头制备及其在铜管生产中的应用
| 金刚石涂层游动芯头制备及其在铜管生产中的应用
-
| 热爆反应在金刚石表面快速形成TiC涂层
| 热爆反应在金刚石表面快速形成TiC涂层
-
| 金刚石层倒角参数对PDC切削齿性能的影响规律
| 金刚石层倒角参数对PDC切削齿性能的影响规律
-
| 水平井PDC钻头的井底流场数值模拟
| 水平井PDC钻头的井底流场数值模拟
-
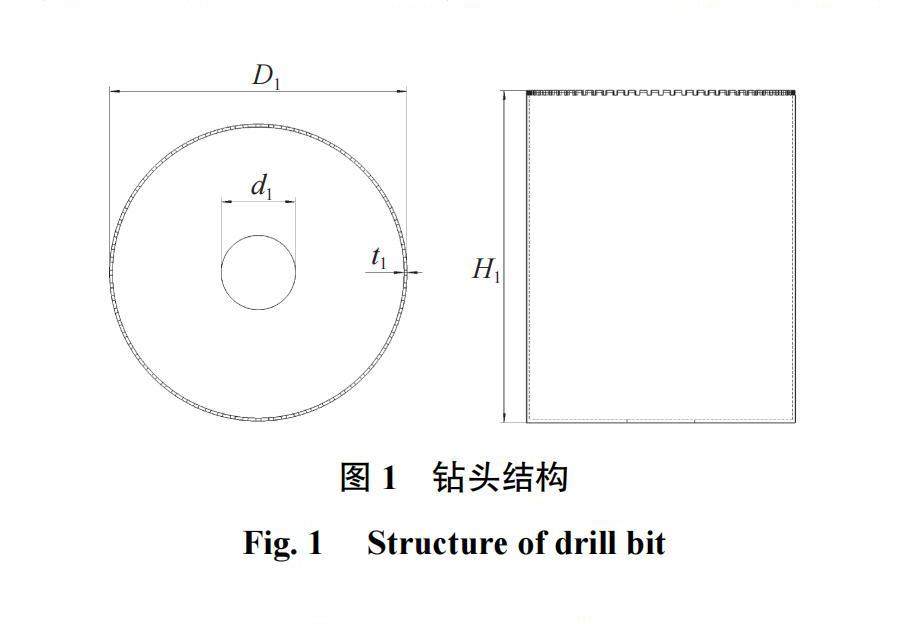
| 大型金刚石薄壁钻头行波振动分析及优化
| 大型金刚石薄壁钻头行波振动分析及优化
-

| 单磨粒金刚石微切削碳化硅晶体仿真与实验研究
| 单磨粒金刚石微切削碳化硅晶体仿真与实验研究
-
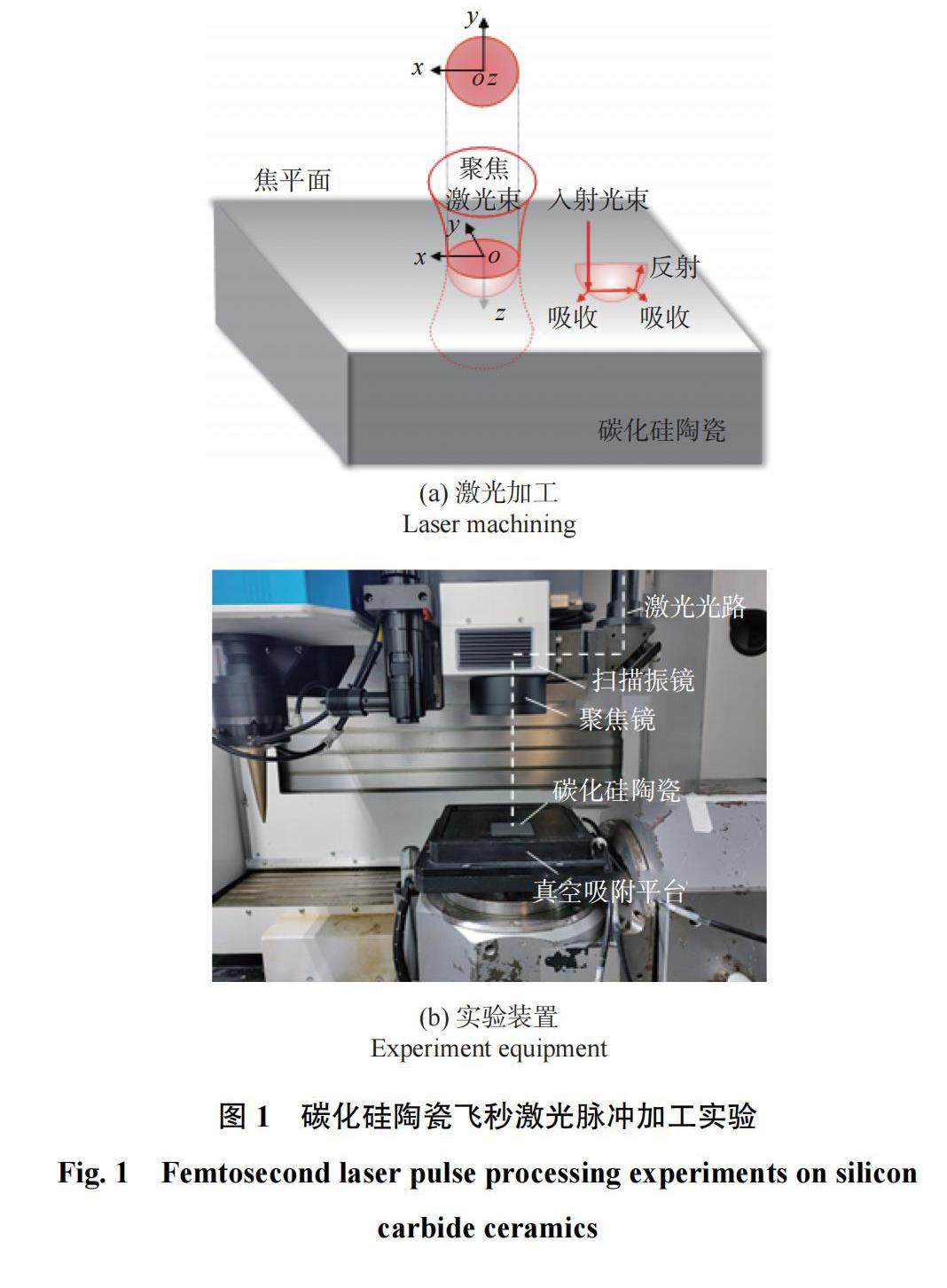
| 碳化硅陶瓷飞秒激光加工表面物化特性及去除过程研究
| 碳化硅陶瓷飞秒激光加工表面物化特性及去除过程研究
-
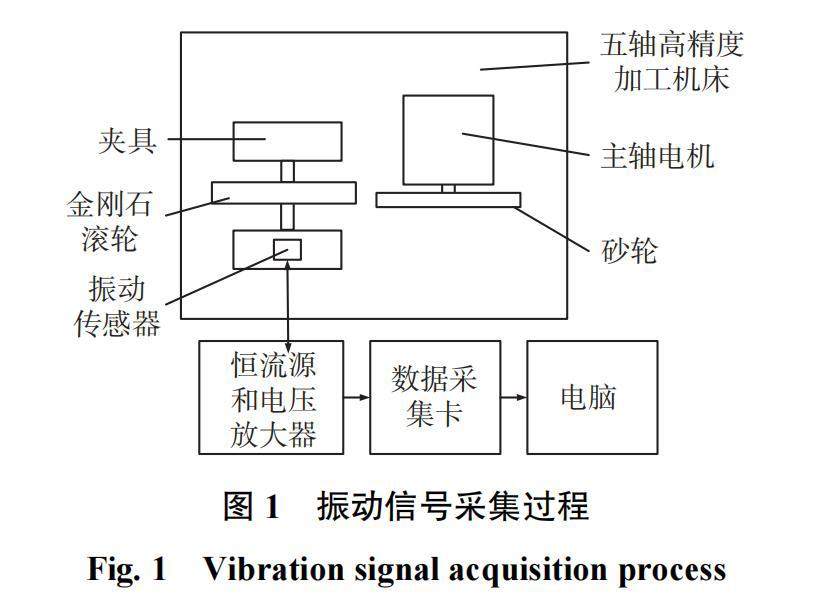
| 金刚石滚轮轮廓圆度误差在线判别
| 金刚石滚轮轮廓圆度误差在线判别
-
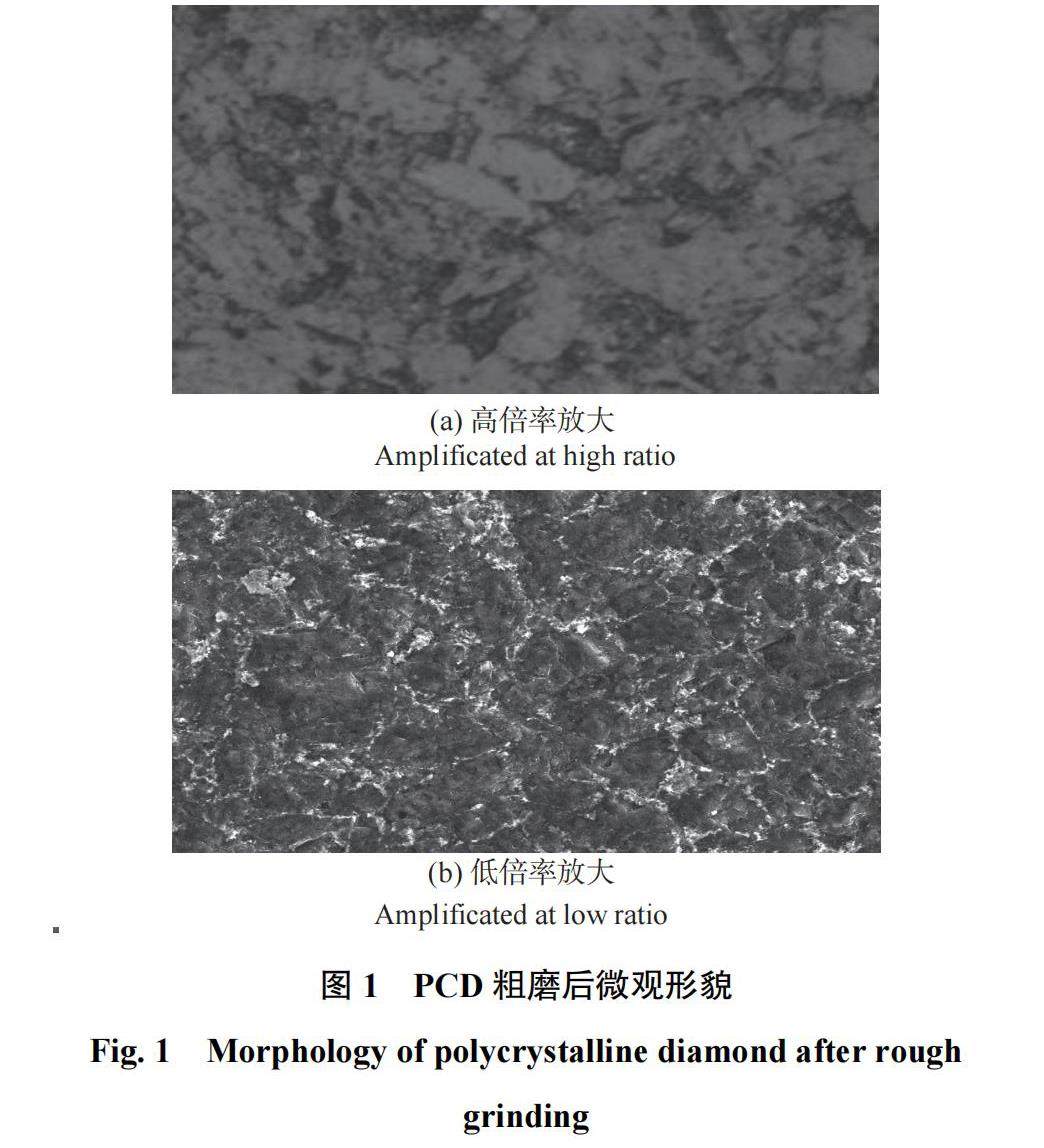
| 研磨压力对聚晶金刚石表面质量的影响
| 研磨压力对聚晶金刚石表面质量的影响
-
| 微孔的磨料水射流抛光CFD模拟及试验
| 微孔的磨料水射流抛光CFD模拟及试验
-
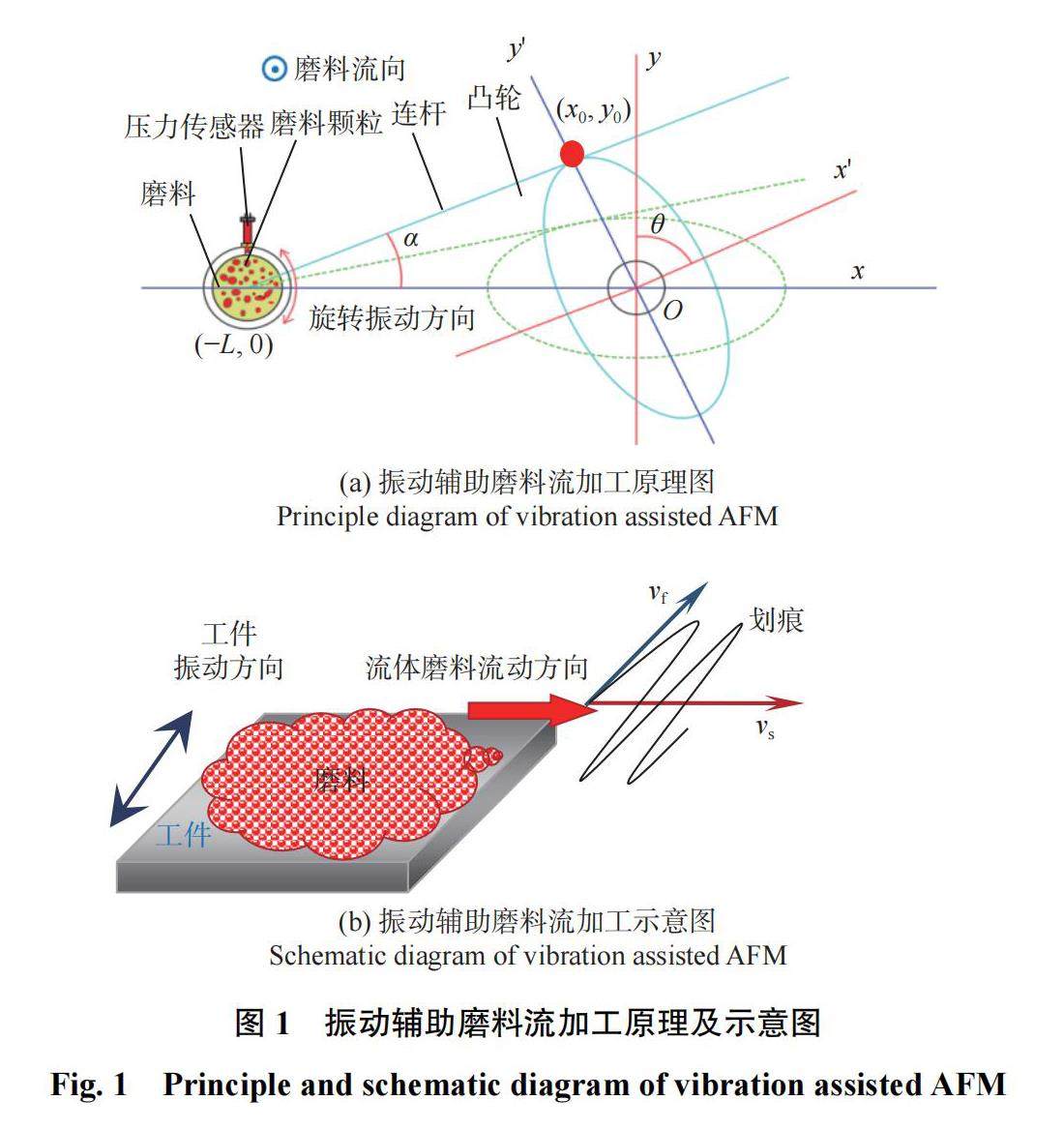
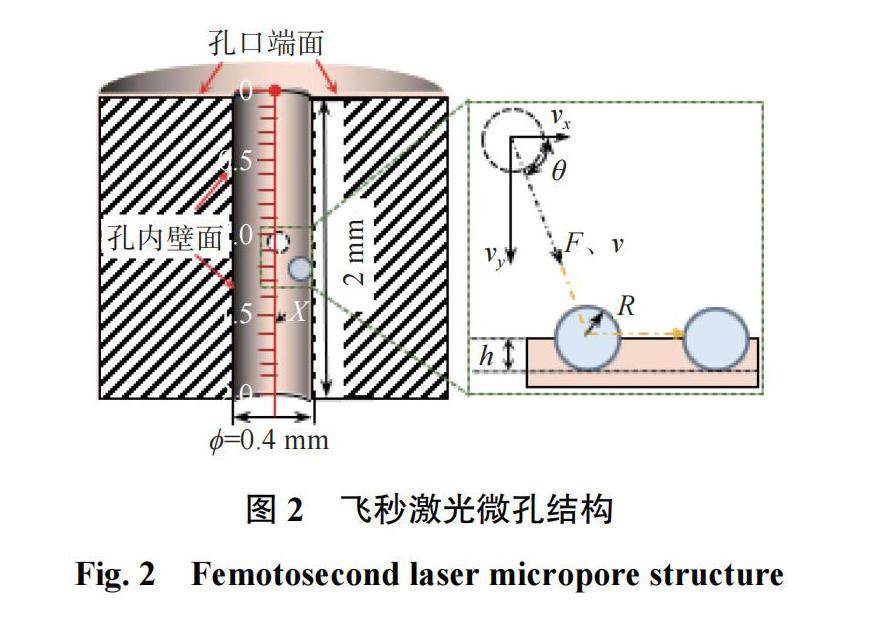
| 圆管切向振动辅助磨料流的光整加工试验研究
| 圆管切向振动辅助磨料流的光整加工试验研究












 登录
登录